

Vòng bi nửa tự bôi trơn MXB-JFFB
Cat:Vòng bi tự bôi trơn
Vòng bi nửa tự bôi trơn MXB-JFFB là loại vòng bi chỉ bao phủ một nửa chu vi của trục hoặc trục, cung cấp hỗ trợ và giảm ma sát cho máy móc quay. Vò...
Xem chi tiết
Nền tảng kỹ thuật và điểm đau công nghiệp
Trong vòng quay chính xác của các thành phần trục dài (như trục ổ đĩa và ốc vít chì), các công cụ rẽ cố định một lần truyền thống bị ảnh hưởng bởi hai vấn đề cốt lõi:
A Nguồn: Int. J. Mach. Công cụ Manuf. 2021, 167, 103767 ), dẫn đến sự suy giảm về độ rộng bề mặt (giá trị WT) lên tới 6,3μm (theo tiêu chuẩn ISO 4287);
● Độ cứng động mất cân bằng: Khi gia công các trục dài với tỷ lệ chiều dài-đường kính (L/D) lớn hơn 5, độ cứng phương thức của hệ thống giảm xuống dưới 800N/μM, kích hoạt cuộc trò chuyện tái tạo (như được phân tích thông qua lý thuyết rung DIN 1311).
Phân tích đổi mới công nghệ cốt lõi
I. Kiến trúc tăng cường độ cứng động nhiều giai đoạn
1.1 Hệ thống hỗ trợ vòng lặp đóng kép
Mô -đun hỗ trợ chính:
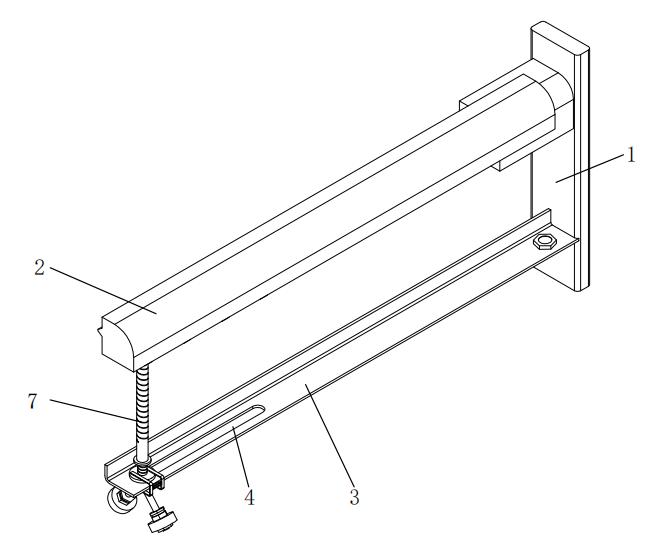
● Thanh hỗ trợ (7) được chế tạo từ thép được làm nguội 40CR, có một sợi bên ngoài là M16 × 2 có đai ốc cố định (8), đạt được lực tải trước là 1200 ± 50N;
● Thông qua phân tích phần tử hữu hạn, khoảng cách hỗ trợ tối ưu được xác định là L/3 (trong đó L là chiều dài của công cụ quay), nâng tần số tự nhiên thứ nhất lên 245Hz (so với 82Hz trong các cấu trúc truyền thống).
Mô -đun ổn định phụ trợ:
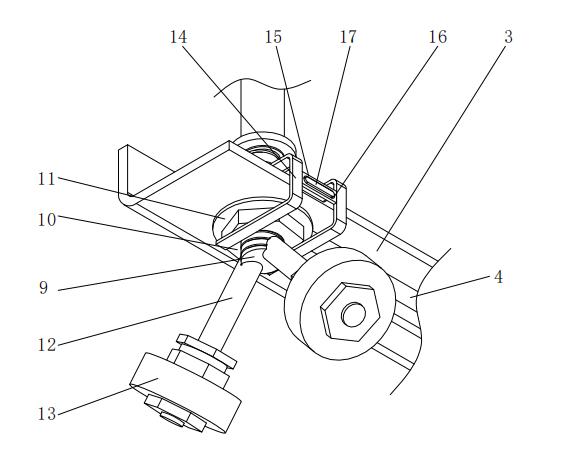
● Bánh xe hỗ trợ phụ (13) được chế tạo từ thép mang GCR15, với góc tiếp xúc là 60 ° ± 1 °. Ứng suất liên lạc được tối ưu hóa đến 150-200MPa bằng lý thuyết tiếp xúc Hertzian;
● Kiểm tra độ rung (theo ISO 10816-3) cho thấy, trong điều kiện vận hành N = 1500 vòng / phút, biên độ giảm xuống còn 3μm (trái ngược với> 15μm trong các cấu trúc truyền thống).
1.2 Cơ chế điều chỉnh chính xác
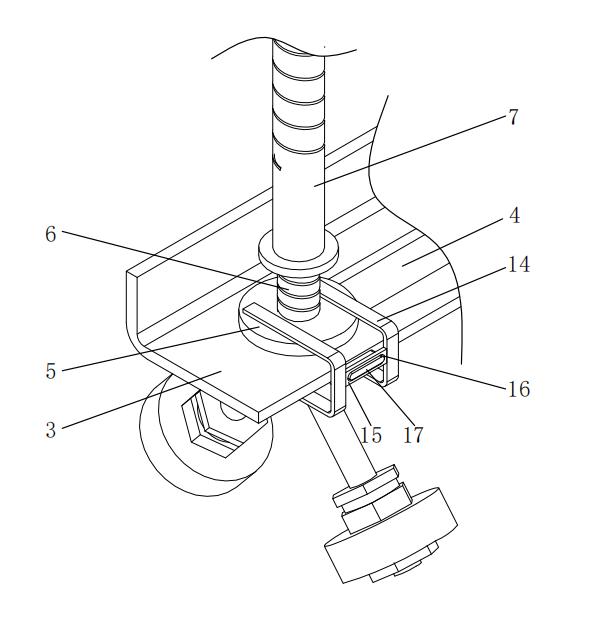
● Trục ren điều chỉnh (6) sử dụng một sợi hình thang dẫn đầu (TR20 × 4p8), kết hợp với máy giặt chống trượt (11) (có hệ số ma sát μ = 0,12), cho phép tốc độ cấp độ vi mô là 0,025mm mỗi vòng quay;
● Khung định vị (14) và phần nhô ra (17) sử dụng độ phù hợp H7/G6, đạt được độ chính xác định vị lặp đi lặp lại là ± 0,005mm.
Ii. Thiết kế cấu trúc gây rung động thích ứng
2.1 Tối ưu hóa đường dẫn truyền lực
● Vòng cố định (5) được thiết kế với cấu trúc có gân tròn, có độ dốc độ dày tường chuyển từ 8 mm sang 12 mm, dẫn đến cải thiện 180% độ cứng uốn (được xác minh thông qua mô phỏng bàn làm việc ANSYS);
● Khe di động (4) áp dụng thiết kế lỗ ô tô (30 × 12 mm), cho phép ± 15mm bù ngang và tương thích với đường kính trục từ φ20mm đến φ80mm.
2.2 Cấu trúc tăng cường giảm xóc
● Nội thất của thanh hỗ trợ (7) được lấp đầy bằng chất kết dính giảm xóc dựa trên silicon (với hệ số tổn thất TanΔ = 0,35), nâng tốc độ suy giảm rung lên 22dB/s (như được thử nghiệm theo tiêu chuẩn ISO 10816);
● Tấm kết nối ngang (15) được xây dựng từ hợp kim nhôm 6061-T6, tạo thành một bộ giảm chấn khối được điều chỉnh qua khe kẹp (16) để ngăn chặn các rung động tần số cao trong phạm vi 500-800Hz.
Bảng so sánh tham số kỹ thuật chính
| Chỉ số hiệu suất | Công nghệ được cấp bằng sáng chế này | Công cụ rẽ truyền thống | Tiêu chuẩn thử nghiệm |
| Biên độ kết thúc nhô ra (ở 1500 vòng / phút) | ≤3μm | ≥15μm | ISO 10816-3 |
| Bề mặt waviness wt | ≤2,5μm | ≥6.3μm | ISO 4287 |
| Độ chính xác định vị lặp đi lặp lại | ± 0,005mm | ± 0,03mm | ISO 230-2 |
| Thời gian thay đổi dụng cụ | 2 phút | ≥20 phút | VDI 2862 |
Xác minh kịch bản gia công điển hình
Trường hợp 1: Bật trục vít dẫn chính xác
● Khi gia công vít chì φ50 × 2000mm, lỗi cao độ tích lũy là ≤5μm trên 1000mm (đáp ứng tiêu chuẩn GB/T 17587.3);
● Tuổi thọ của công cụ được mở rộng đến 180 mảnh trên mỗi lần cắt (so với 80 mảnh trên mỗi lần cắt với dụng cụ truyền thống).
Trường hợp 2: Gia công thanh piston hình trụ thủy lực
● Giá trị độ nhám bề mặt RA được duy trì nhất quán ở mức 0,4μm (đáp ứng yêu cầu của ngành là .80,8μm);
● Hiệu suất gia công được cải thiện 40% (do giảm rung, cho phép tốc độ thức ăn được tăng từ 0,1mm/rev lên 0,15mm/rev).
Bằng sáng chế này đạt được những đột phá trong việc triệt tiêu rung động cho gia công trục dài thông qua hai con đường công nghệ: hạn chế động đa biến và thiết kế độ dốc giảm xóc. Được xác minh thông qua mô phỏng đa vật lý COMSOL, hệ thống giảm 82% năng lượng rung trong dải tần 100-1000Hz, đạt đến mức độ triệt rung tương đương với gia công rôto động cơ aero.
Nếu bạn muốn tìm hiểu thêm, xin vui lòng liên hệ với máy móc Mingxu để có được báo cáo bằng sáng chế hoàn chỉnh: yêu cầ[email protected] .

Vòng bi nửa tự bôi trơn MXB-JFFB là loại vòng bi chỉ bao phủ một nửa chu vi của trục hoặc trục, cung cấp hỗ trợ và giảm ma sát cho máy móc quay. Vò...
Xem chi tiết
Vòng bi tự bôi trơn MXB-JDB, còn được gọi là ống lót bằng đồng dát than chì, là vòng bi bôi trơn mới có cả đặc tính của vòng bi kim loại và vòng bi...
Xem chi tiết
Vòng bi bằng đồng đúc tự bôi trơn MXB-JDBUF kết hợp các ưu điểm của thiết kế mặt bích và tự bôi trơn. Nguyên liệu thô được làm bằng vật liệu đồng đ...
Xem chi tiết
Vòng bi không dầu ranh giới MXB-DX, tương đương với vòng bi trơn tự bôi trơn hoặc khô SF-2, dựa trên tấm thép, bột đồng hình cầu thiêu kết ở giữa, ...
Xem chi tiết
Ray dẫn hướng tự bôi trơn MXB-JGLX có nhiều đặc tính như khả năng chống mài mòn cao, chịu nhiệt độ cao, chống ăn mòn, v.v. và có thể cung cấp hỗ tr...
Xem chi tiết
Tấm chống mài mòn tự bôi trơn MXB-JSP thích hợp cho máy ép phun, khuôn dập ô tô, khuôn lốp, máy móc nhà máy (máy xúc, v.v.), v.v., sử dụng hợp kim ...
Xem chi tiết
Ống lót dẫn hướng phun không dầu MJGB là bộ phận tiêu chuẩn được sử dụng trong quy trình ép phun nhựa, cung cấp hướng dẫn và hỗ trợ không cần bôi t...
Xem chi tiết
SF-1SS is a highly corrosion-resistant and wear-resistant bearing made of stainless steel as the base material and PTFE sprayed on the surface. This m...
Xem chi tiết
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
Xem chi tiết
SF-2X boundary lubricated bearing is based on steel plate, with sintered spherical bronze powder in the middle, modified polyoxymethylene (POM) rolled...
Xem chi tiết Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Liên hệ chúng tôi