

Vòng bi đồng đúc tự bôi trơn MXB-JDBU
Cat:Vòng bi tự bôi trơn
Vòng bi đồng đúc tự bôi trơn MXB-JDBU là sản phẩm bôi trơn rắn hiệu suất cao được dát bằng chất bôi trơn rắn than chì hoặc mos2 trên đế bằng đồng c...
Xem chi tiết
Hợp kim đồng thường được sử dụng trong việc sản xuất các thành phần cơ học do độ dẫn điện tuyệt vời, độ dẫn nhiệt và khả năng chống ăn mòn. Tuy nhiên, trong quá trình gia công, nên thực hiện các biện pháp phòng ngừa sau:
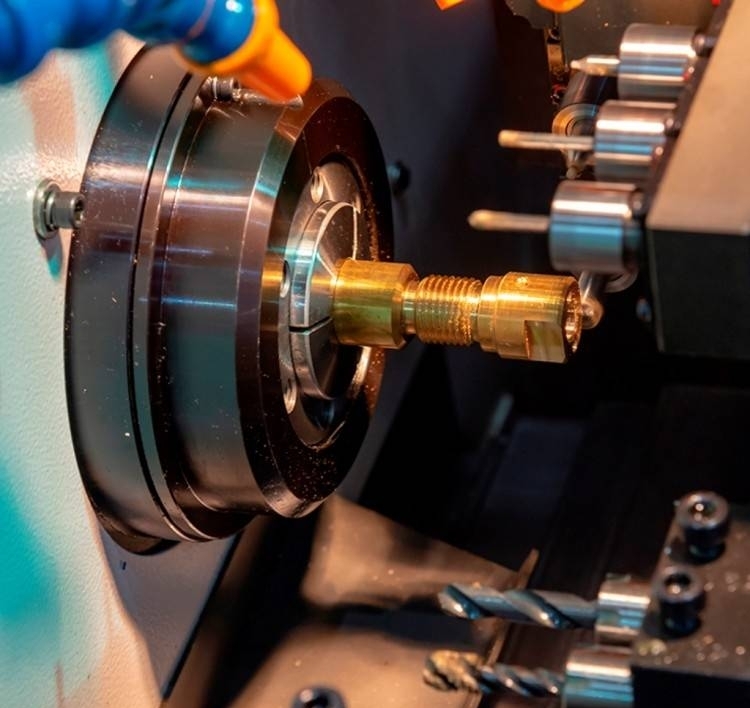
1. Đặc điểm vật chất của hợp kim đồng
2. Chọn các thông số cắt
3. Lựa chọn
4. Làm việc và bôi trơn
6. thiết bị đang làm
7. Điều trị gia công trên máy bay
8. Phòng ngừa an toàn
9. Vấn đề và giải pháp
Chất lượng bề mặt kém: Lựa chọn không phù hợp các thông số cắt hoặc mài công cụ kém có thể dẫn đến chất lượng bề mặt kém. Điều này có thể được cải thiện bằng cách tối ưu hóa các tham số cắt hoặc nâng cao chất lượng của công cụ mài.

Vòng bi đồng đúc tự bôi trơn MXB-JDBU là sản phẩm bôi trơn rắn hiệu suất cao được dát bằng chất bôi trơn rắn than chì hoặc mos2 trên đế bằng đồng c...
Xem chi tiết
Vòng bi không dầu MXB-DU (còn được gọi là ống lót SF-1) là một ổ trục trượt được cuộn với tấm thép làm đế, bột đồng hình cầu thiêu kết ở giữa và hỗ...
Xem chi tiết
Trong ngành xây dựng, tấm chống mài mòn tự bôi trơn MXB-JUWP chủ yếu được sử dụng để bảo vệ các công trình xây dựng. Trong quá trình sử dụng lâu dà...
Xem chi tiết
Ray dẫn hướng tự bôi trơn MXB-JGLDW được làm bằng đồng thau có độ bền cao thông qua máy công cụ CNC. Bề mặt được dát bằng chất bôi trơn rắn như tha...
Xem chi tiết
Ray dẫn hướng tự bôi trơn MXB-JTGLW cung cấp khả năng chống chịu và giảm ma sát, đảm bảo độ bền kéo dài và hiệu suất nâng cao. Sản phẩm này cung cấ...
Xem chi tiết
Tấm chống mài mòn tự bôi trơn MXB-JSP thích hợp cho máy ép phun, khuôn dập ô tô, khuôn lốp, máy móc nhà máy (máy xúc, v.v.), v.v., sử dụng hợp kim ...
Xem chi tiết
Dẫn hướng tròn thường được sử dụng trong khuôn tấm ô tô và khuôn dập lớn. Các thanh dẫn hướng đế khuôn và tấm dỡ thường sử dụng ống lót dẫn hướng t...
Xem chi tiết
Thông thường, tấm đẩy được đỡ bằng bốn thanh đặt lại. Tuy nhiên, do độ chính xác lắp đặt của thanh reset thấp nên khi tấm đẩy lớn và nặng, thanh re...
Xem chi tiết
Tấm trượt lưỡng kim với hợp kim chịu mài mòn được thiêu kết trên ba mặt là một loại tấm tự bôi trơn mới. So với tấm trượt lưỡng kim thiêu kết một m...
Xem chi tiết
Vòng bi không chì SF-1W là sản phẩm mới được phát triển dựa trên vật liệu SF-1X theo yêu cầu bảo vệ môi trường quốc tế. Ngoài việc được sử dụng rộn...
Xem chi tiết Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Liên hệ chúng tôi