

Vòng bi tự bôi trơn MXB-JFBB có khả năng chịu nhiệt độ cao
Cat:Vòng bi tự bôi trơn
Vòng bi tự bôi trơn MXB-JFBB là vòng bi vai có lớp lót than chì trên mặt bích được thiết kế để mang lại đặc tính tự bôi trơn. Nó được làm bằng vật liệ...
Xem chi tiết
Nền tảng kỹ thuật và điểm đau công nghiệp
Trong các hệ thống muck công cụ tốc độ cao (n ≥ 6000rpm), Faceplate định vị hình nón truyền thống thể hiện hai khiếm khuyết cốt lõi:
l Lỗi bôi trơn: Lực ly tâm làm cho mỡ bôi trơn di chuyển về phía dưới của lỗ khoan hình nón, dẫn đến vùng ma sát khô ở phần trên, với độ nhám bề mặt RA giảm giá từ 0,4 μ m đến 1.6 μ M (được thử nghiệm theo tiêu chuẩn ISO 4288);
l Nồng độ căng thẳng: Tiếp xúc đơn phương dẫn đến các đỉnh căng thẳng tiếp xúc Hertzian vượt quá 800MPa, kích hoạt lan truyền vi mô (nguồn dữ liệu: WEAR 2022, 500-501, 204356).
Phân tích đổi mới công nghệ cốt lõi
I. Thiết kế hệ thống bôi trơn gradient
1.1 Kiến trúc bôi trơn hỗn hợp chất lỏng rắn
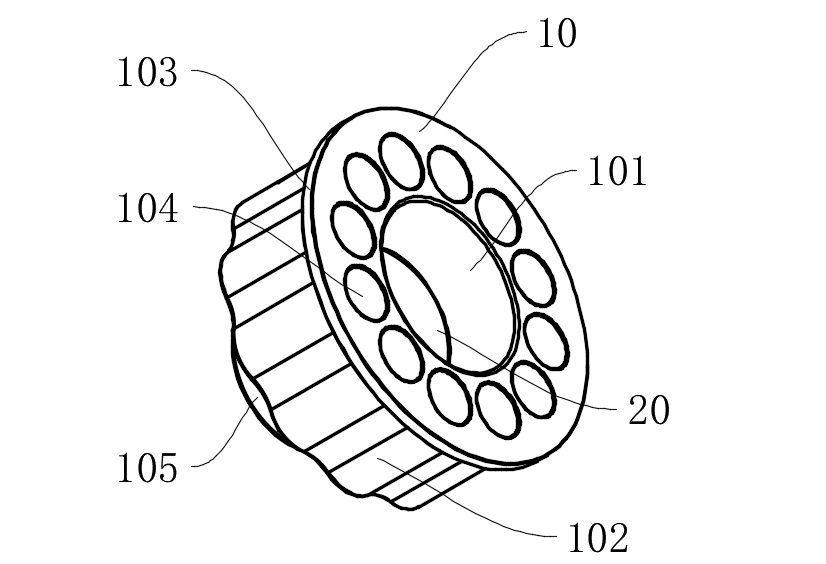
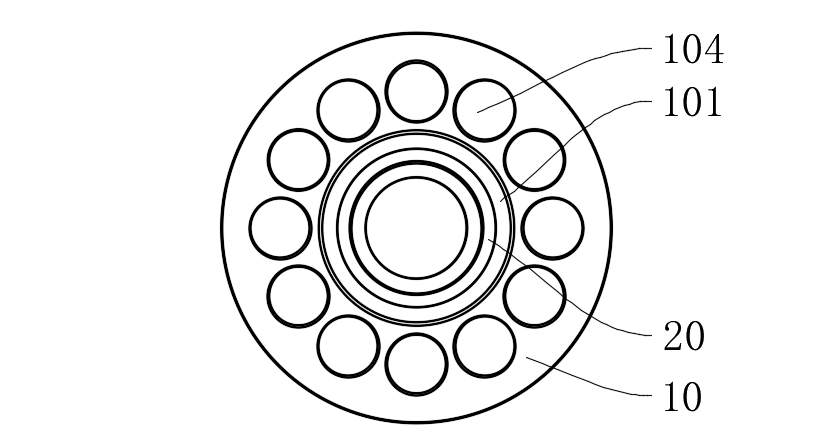
Khối bôi trơn than chì (20) Cấu trúc nhúng:
l Một rãnh gắn tròn (101a) với độ sâu 1,2 ± 0,05mm được mở ở giữa lỗ khoan hình nón (101), đảm bảo bề mặt hình nón liên tục thông qua gia công phóng điện (góc hình nón 20 ° ± 0.5 ° );
Vật liệu tổng hợp dựa trên đồng (CU-10SN-5GR) chứa 85% than chì được nhúng, đạt được độ xốp 18% ± 2% thông qua thiêu kết luyện kim bột, liên tục giải phóng các hạt than chì để tạo thành một màng chuyển.
Xác minh hiệu quả bôi trơn:
l Trong N = 8000RPM điều kiện hoạt động, hệ số ma sát ở phần trên của lỗ khoan hình nón vẫn ổn định ở mức 0,08-0,12 ( > 0,25 cho các cấu trúc truyền thống);
l Kiểm tra âm lượng hao mòn (ASTM G99) cho thấy sau 300 giờ hoạt động, độ sâu hao mòn bề mặt hình nón chỉ là 3,2 μ M (28,5 μ m cho các cấu trúc truyền thống).
1.2 Cơ chế bù bôi trơn chất lỏng
l Các kênh bôi trơn được giữ lại ở dưới cùng của lỗ khoan hình nón, tạo thành 0,5-1.2 μ M Độ dày màng dầu thông qua các hiệu ứng áp suất động (được xác minh bằng mô phỏng phương trình Reynold);
l Hệ thống đạt được sự tổng hợp độ dốc giữa bôi trơn rắn (phần trên) và bôi trơn chất lỏng (phần dưới), giảm 45% nhiệt độ vùng tiếp xúc (được đo bằng hình ảnh nhiệt hồng ngoại).
Ii. Thiết kế tối ưu hóa căng thẳng liên hệ
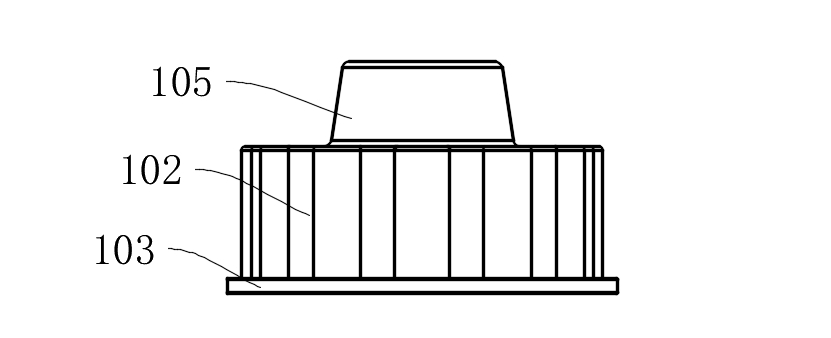
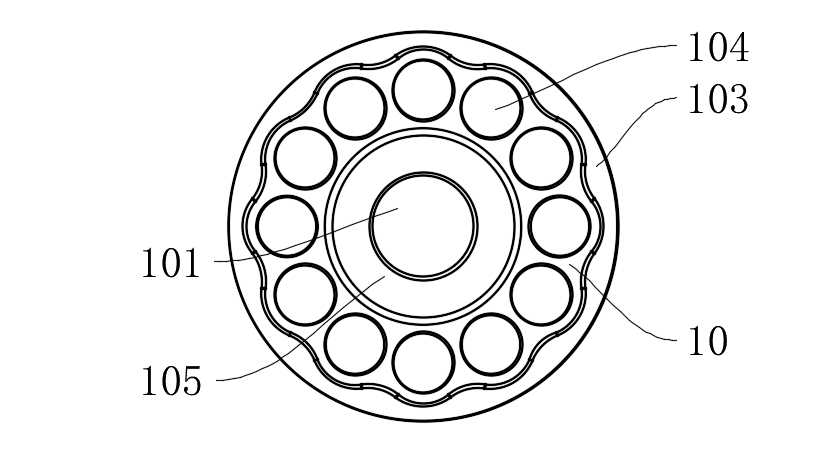
2.1 Bề mặt kẹp dạng sóng (102) Tối ưu hóa cấu trúc liên kết
l Hồ sơ sóng định kỳ được xây dựng bằng chuỗi Fourier: bước sóng λ = 12 mm, biên độ a = 0,8mm, bán kính cong r = 5 mm;
l Phân tích phần tử hữu hạn chỉ ra rằng ứng suất tiếp xúc tối đa giảm từ 813MPA xuống còn 327MPA, với sự cải thiện 62% trong tính đồng nhất phân phối căng thẳng.
2.2 Cấu trúc chia sẻ tải đa khối
l 12 lỗ gắn (104) được phân phối đều theo tiêu chuẩn ASME B18.2.1, với độ lệch tải trước < 5%;
l Kết hợp với các bề mặt hình nón giới hạn (105) (góc hình nón 15 ° ± 0.5 ° ), độ chính xác định vị xuyên tâm của ± 2 μ M đạt được (lớp ISO 2768-F).
Bảng so sánh tham số kỹ thuật
| Chỉ số hiệu suất | Công nghệ được cấp bằng sáng chế này | Tế bộ định vị truyền thống | Kiểm tra tiêu chuẩn |
| Hệ số ma sát bề mặt hình nón (8000 vòng / phút) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Căng thẳng tiếp xúc tối đa | 327MPa | 813MPa | ISO 281 |
| Tỷ lệ hao mòn (300h) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Nhiệt độ tăng ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Xác thực kịch bản ứng dụng điển hình
Trường hợp 1: Định vị công cụ trong các trung tâm gia công năm trục
l Trong quá trình gia công liên tục các bộ phận hợp kim titan, công cụ chạy bộ được điều khiển để < 2 μ m ( > 8 μ m cho các cấu trúc truyền thống);
l Chu kỳ thay đổi công cụ được mở rộng đến 12000 lần (trung bình của ngành là 5000 lần).
Trường hợp 2: Hệ thống Chuck trong các trung tâm lượt
l Runout xuyên tâm trục chính giảm từ 5 μ m đến 1,5 μ M (GB/T 17421.7 Tiêu chuẩn);
l Lỗi bàn tròn gia công gia công là lỗi ≤ 1.5 μ M (tiêu chuẩn ASME B89.3.4).
Bằng sáng chế này đạt được hoạt động ổn định lâu dài của định vị Faceplates trong điều kiện hoạt động cực đoan thông qua hai con đường công nghệ chính: Synergy phương tiện truyền thông bôi trơn độ dốc và Tái thiết trường ứng suất tiếp xúc. Theo các tìm kiếm mới lạ (đổi mới derwent), cấu trúc đạt được chỉ số công suất ma sát cụ thể (SFP) là 0,08W/mm ² , giảm 76% so với các sản phẩm tương tự, đặt nó ở cấp độ hàng đầu quốc tế.
Nếu bạn muốn tìm hiểu thêm, xin vui lòng liên hệ với máy móc Mingxu để có được báo cáo bằng sáng chế hoàn chỉnh: yêu cầ[email protected] .

Vòng bi tự bôi trơn MXB-JFBB là vòng bi vai có lớp lót than chì trên mặt bích được thiết kế để mang lại đặc tính tự bôi trơn. Nó được làm bằng vật liệ...
Xem chi tiết
Vòng bi hình cầu tự bôi trơn dát rắn bằng đồng MXB-JDBS là ổ trục trượt hình cầu. Bề mặt tiếp xúc trượt của nó là bề mặt hình cầu bên trong và bề m...
Xem chi tiết
Tấm chống mài mòn tự bôi trơn MXB-JTLP có thể cung cấp các sản phẩm tiêu chuẩn có chiều rộng từ 18mm đến 68mm và chiều dài từ 100mm đến 220mm. Nó c...
Xem chi tiết
Ray dẫn hướng MXB-JGLXS là bộ phận được lắp đặt ở hai bên của thanh trượt kéo lõi bên để đảm bảo thanh trượt kéo lõi bên di chuyển qua lại theo một...
Xem chi tiết
Dẫn hướng tròn thường được sử dụng trong khuôn tấm ô tô và khuôn dập lớn. Các thanh dẫn hướng đế khuôn và tấm dỡ thường sử dụng ống lót dẫn hướng t...
Xem chi tiết
Tấm mài mòn tiêu chuẩn MPW VDI3357 được chế tạo bằng cách bôi chất bôi trơn rắn đặc biệt vào vị trí thích hợp. Vật liệu nền kim loại hỗ trợ tải và ...
Xem chi tiết
Ống lót dẫn hướng phun không dầu MJGB là bộ phận tiêu chuẩn được sử dụng trong quy trình ép phun nhựa, cung cấp hướng dẫn và hỗ trợ không cần bôi t...
Xem chi tiết
Thông thường, tấm đẩy được đỡ bằng bốn thanh đặt lại. Tuy nhiên, do độ chính xác lắp đặt của thanh reset thấp nên khi tấm đẩy lớn và nặng, thanh re...
Xem chi tiết
Tấm trượt lưỡng kim với hợp kim chịu mài mòn được thiêu kết trên ba mặt là một loại tấm tự bôi trơn mới. So với tấm trượt lưỡng kim thiêu kết một m...
Xem chi tiết
Vòng bi cơ bản bằng đồng SF-1B được làm bằng đồng thiếc làm đế, bột hình cầu bằng đồng thiêu kết ở giữa, và các vật liệu làm đầy chịu nhiệt độ cao ...
Xem chi tiết Tel: +86-159-5833-7435
Tel: +86-159-5833-7435
 E-mail: [email protected]
E-mail: [email protected]




Liên hệ chúng tôi